

El doblegat de xapa metàl·lica és un procés de fabricació comú que s'utilitza per crear una varietat de components i productes. El procés implica deformar una xapa metàl·lica aplicant-hi força, generalment utilitzant una premsa plegadora o una màquina similar. A continuació es mostra una visió general del procés de doblegat de xapa metàl·lica:
1. Selecció de materials: El primer pas en elflexió de xapa metàl·licaEl procés és seleccionar el material adequat. Els materials més comuns utilitzats per al doblegat de xapa metàl·lica inclouen l'acer, l'alumini i l'acer inoxidable. El gruix de la xapa metàl·lica també serà un factor clau per determinar el procés de doblegat. A HY Metals, utilitzem els materials especificats pels clients.
2. Selecció d'eines:El següent pas és seleccionar l'eina adequada per a l'operació de doblegat. La selecció de l'eina depèn del material, el gruix i la complexitat del doblegat.
Triar l'eina de doblegat adequada és crucial per aconseguir doblegats precisos i d'alta qualitat durant el procés de doblegat de xapa metàl·lica. Aquí teniu algunes consideracions clau a l'hora de triar una eina de doblegat:
2.1 Tipus i gruix del material:El tipus de material i el gruix de la placa afectaran la selecció d'eines de flexió. Els materials més durs com l'acer inoxidable poden requerir eines més resistents, mentre que els materials més tous com l'alumini poden requerir consideracions d'utillatge diferents. Els materials més gruixuts poden requerir eines més resistents per suportar les forces de flexió.
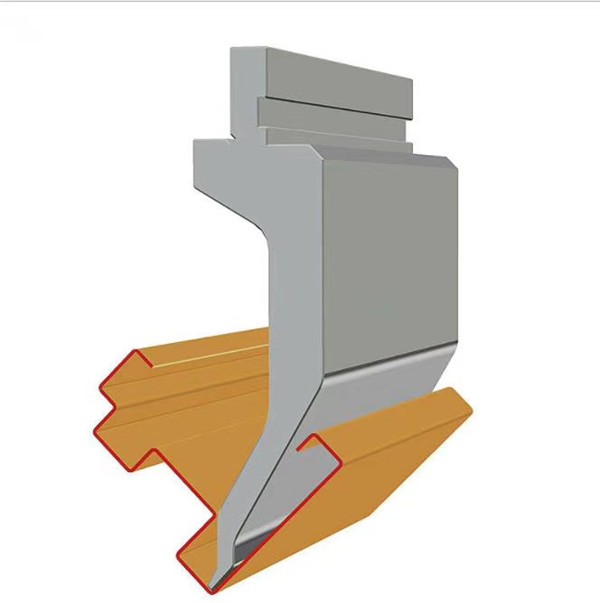
2.2 Angle i radi de curvatura:L'angle de flexió i el radi requerits determinaran el tipus d'eina necessària. S'utilitzen diferents combinacions de matrius i punxons per aconseguir angles de flexió i radis específics. Per a corbes ajustades, poden ser necessaris punxons i matrius més estrets, mentre que els radis més grans requereixen diferents ajustos de l'eina.
2.3 Compatibilitat d'eines:Assegureu-vos que l'eina de doblegat que trieu sigui compatible amb la plegadora o la màquina de doblegar que feu servir. Les eines han de ser de la mida i el tipus adequats per a la màquina específica per garantir un funcionament correcte i la seguretat.
2.4 Materials d'utillatge:Tingueu en compte els materials de les eines de doblegat. Les eines endurides i rectificades s'utilitzen sovint per al doblegat de precisió i per suportar les forces implicades en el procés. Els materials de les eines poden incloure acer per a eines, carbur o altres aliatges endurits.
2.5 Requisits especials:Si la peça que es doblega té característiques especials, com ara brides, rínxols o desplaçaments, pot ser que calguin eines especials per aconseguir aquestes característiques amb precisió.
2.6 Manteniment i vida útil del motlle:Tingueu en compte els requisits de manteniment i la vida útil delmotlle de flexióLes eines de qualitat tenen més probabilitats de durar més i es substituir amb menys freqüència, cosa que redueix el temps d'inactivitat i els costos.
2.7 Eines personalitzades:Per a requisits de flexió únics o complexos, pot ser necessari utilitzar eines personalitzades. Es poden dissenyar i fabricar eines personalitzades per satisfer necessitats específiques de flexió.
A l'hora de seleccionar una eina de doblegat, és important consultar amb un proveïdor o fabricant d'eines experimentat per assegurar-se que l'eina seleccionada sigui adequada per a l'aplicació i la màquina de doblegat específiques. A més, tenir en compte factors com el cost de les eines, el termini de lliurament i el suport del proveïdor pot ajudar a prendre una decisió informada.
3. ConfiguracióUn cop seleccionats el material i el motlle, la configuració de la plegadora és crucial. Això inclou ajustar el topall posterior, subjectar la xapa metàl·lica al seu lloc i configurar els paràmetres correctes a la plegadora, com ara l'angle de plegat i la longitud de plegat.
4. Procés de flexió:Un cop finalitzada la configuració, es pot començar el procés de doblegat. La premsa plegadora aplica força a la xapa metàl·lica, fent que es deformi i es doblegui a l'angle desitjat. L'operador ha de supervisar acuradament el procés per garantir l'angle de doblegat correcte i evitar defectes o danys materials.
5. Control de qualitat:Un cop finalitzat el procés de doblegat, comproveu la precisió i la qualitat de la placa metàl·lica doblegada. Això pot implicar l'ús d'eines de mesura per verificar els angles i les dimensions de la flexió, així com la inspecció visual de qualsevol defecte o imperfecció.
6. Operacions posteriors al doblegat:Depenent dels requisits específics de la peça, es poden realitzar operacions addicionals com ara retallar, punxonar o soldar després del procés de doblegat.
En general,flexió de xapa metàl·licaés un procés fonamental en la fabricació de metalls i s'utilitza per crear una varietat de productes, des de simples suports fins a carcasses i components estructurals complexos. El procés requereix una atenció acurada a la selecció de materials, les eines, la configuració i el control de qualitat per garantir corbes precises i d'alta qualitat.
Data de publicació: 16 de juliol de 2024